




Since the 1980s, especially in the 1990s, broiler breeding industry has developed rapidly in China. The development of broiler breeding industry will inevitably promote the development of broiler processing industry. In the mid-1980s, our hospital inspected the complete set of broiler slaughtering and processing equipment imported from mein and stoke of the Netherlands, mastered the first-hand materials, analyzed and compared these data, studied the performance, working principle, structure and material selection characteristics of relevant equipment, and developed a complete set of broiler slaughtering and processing equipment that conforms to the national conditions and has the domestic and world-class level.
From a large point of view, the process flow of broiler slaughtering and processing is mainly divided into four areas, namely, pretreatment area, middle pulling area, pre cooling area and split packaging area. The process flow is as follows: hang the chicken → sedation → electric anesthesia → slaughter → electric anesthesia → bleeding → scalding → depilation → clean the chamber → precooling → segmentation → packaging. In the past 10 years, we have been engaged in the design and installation of broiler slaughtering and processing equipment. Not only the processing equipment has been continuously improved and perfected, but also the broiler processing technology has undergone many changes. Chicken consumers also put forward higher requirements for the quality of broilers in broiler processing plants. The process flow and important technical parameters commonly used in broiler processing plants in recent years are discussed according to the above four areas.
one. Pretreatment area
The pre-treatment area refers to the treatment area where the broiler is unloaded from the chicken carrier until the chicken feathers are cleaned. The process flow is as follows: cage separation → chicken hanging → sedation → (electric anesthesia) → slaughter → bleeding → electric anesthesia → bleeding → scalding → depilation → claw cutting (hanging from the bottom). For small and medium-sized broiler slaughterhouses, cage splitting machines can be avoided. Broilers are usually packed in plastic baskets, built into 7 cages and 1 stack, and sent to the electric slaughterhouse by car. Each basket contains 8-10 chickens. Cage separating machine is to divide 7 cages and 1 stack of chickens into cages and transport them to the hanging chicken conveyor belt. The chicken hanging personnel shall hang the chickens from the operating chicken cages to the slaughtering conveyor chain. Generally, it shall be arranged according to the labor intensity of hanging 1200-1500 chickens per person per hour. After the chicken is hung on the hook, it should run in the dark channel for 30-40s to calm the live chicken before slaughtering, so as to reduce the struggle. Electric anesthesia shall be conducted 10 s after slaughter. The intensity of electric anesthesia shall ensure that the current passing through each chicken body is 18-20ma, the duration of electric anesthesia is 8-10s, and the voltage is usually between 35-60v. Either AC or DC can be used. The bleeding time after slaughter was 4.5-5.5min. The bleeding time is too short and the blood is not clean, which affects the quality of chicken; If the time is too long, it will be unfavorable to moult, cause weight loss and reduce the meat yield. After bleeding, the chicken body is transported to the scalding machine. Scalding machine and dehairing machine are the key equipment in the pretreatment area. The scalding effect directly affects the quality of chicken. The requirements for the scalding machine are mainly to ensure the uniformity of scalding time, temperature and water temperature in the scalding pool. The temperature difference in the scalding pool shall not be greater than 0.5 ° C. The water turnover in the scalding pool also has a great impact on the scalding effect. At present, there are two mixing methods, namely, water lifting pump type and blast type. According to the observation and investigation of various manufacturers, the air blast type is better than the water pump type. The water pump type usually has the phenomenon of floating chicken and dropping chicken. The floating chicken directly affects the scalding permeability of the chicken back, leading to the phenomenon that the yellow skin and small hairs cannot be removed. In order to remove the yellow skin and small hairs, it is often necessary to increase the scalding temperature. However, after increasing the temperature, the breast will be blanched, which is not allowed. When the author debugged the scalding pool in a company in Tieling, there was a contradiction between yellow skin and breast. When the water temperature is 58.1 ° C, the yellow skin and small hairs meet the requirements, but the breast is generally scalded white. When the water temperature is 57.6 ° C, the breast is normal, but the yellow skin and small hairs are seriously stored. At this time, the scalding time is 87s. After 2 days of commissioning, shorten the suspension chain of the water inlet part of the scalding pool, and shorten the scalding time to 82S under the condition of constant slaughter speed. At this time, the scalding temperature is adjusted to 58.1 ° C, the hair removal effect is good, and the breast is not blanched, which is affirmed by the user. The position of the dehumidifier shall be close to the scalding machine. The chicken body shall enter the dehumidifier immediately after scalding. An appropriate amount of hot water shall be sprayed above the dehumidifier to lubricate the skin fingers and the chicken body. The water temperature of 35-40 centigradeis preferred. In order to clean the small hairs and yellow skin on the chicken body, it is particularly important to ensure sufficient depilation time, usually more than 30s. For medium and large broiler slaughterhouses, they should be equipped with coarse and fine dehumidifiers. The rotating speed of the belt pulley of the dehumidifier also has an impact on the quality of dehumidification. If the rotating speed is too fast, the impact of the skin finger on the chicken body will increase, which is easy to damage the chicken body and break wings and claws. The speed of fingerboard is too slow, which is not conducive to feathering. After years of practical exploration, the speed of the skin finger disc of the coarse dehumidifier is better at about 950r/min, and the speed of the skin finger disc of the fine dehumidifier is better at 750r/min. The hardness of the skin finger also has a direct impact on the feathering effect. Usually, the hardness of the skin finger is shore a45-50. In order to remove the hair on the chicken head, a scalding trough is usually connected after the first depilator or the scalding machine. The length of the scalding trough is better to enable the chicken head to be scalded for 3-5s, and the temperature is about 70 ° C. After depilation, the chicken body is automatically clawed by the claw cutting machine, and the chicken body after claw cutting flows into the middle pulling area. In order to ensure the quality of chicken claws, some manufacturers use manual cutting claws.
two. Middle pull zone
The middle plucking area refers to the area where the guts, head and neck skin of the chicken have been removed and cleaned. The process flow is as follows: hanging → picking small hairs → pulling head → opening neck skin and cutting head → cutting crop → cutting crop → cutting neck skin → opening cavity → pulling viscera → dividing liver → dividing gizzard → picking spleen → pulling intestine → pulling cavity → pulling oil → cutting chest bursitis → internal and external cleaning → hanging down. For the middle pulling area, it should be noted that the chicken body should be washed frequently to keep the chicken body healthy and wet. External sprinklers can be arranged between several processes. For the personnel arrangement in the medium pull area, take the 6000 /h electric slaughterhouse as an example. The pre-processing area has one transmission system and the medium pull area has two transmission systems. Otherwise, the transmission speed is too fast and it is difficult to operate. For the two middle pulling areas with a speed of 3000 pieces /h, the following operators shall be arranged: 4 people for hanging, 6 people for picking small hairs, 2 people for pulling the head, 2 people for opening the neck skin, 2 people for cutting the head, 6 people for cutting the crop, 6 people for cutting the crop, 4 people for cutting the neck skin, 10 people for opening the cavity, 10 people for taking out the inner cavity, 4 people for liver, 4 people for gizzard, 2 people for picking the spleen, 4 people for pulling the intestines, 2 people for taking out the cavity, 4 people for pulling the oil, and 2 people for cutting the chest bursitis. Among them, the head pulling and cutting processes can be completed by one head removal machine. If there is no chicken internal and external cleaning machine installed, four people need to be arranged for internal cleaning. After the chicken body is removed from the internal organs, the head and neck skin are removed and cleaned, the chicken body is automatically dropped by the automatic chicken unloader and flows into the precooling area.
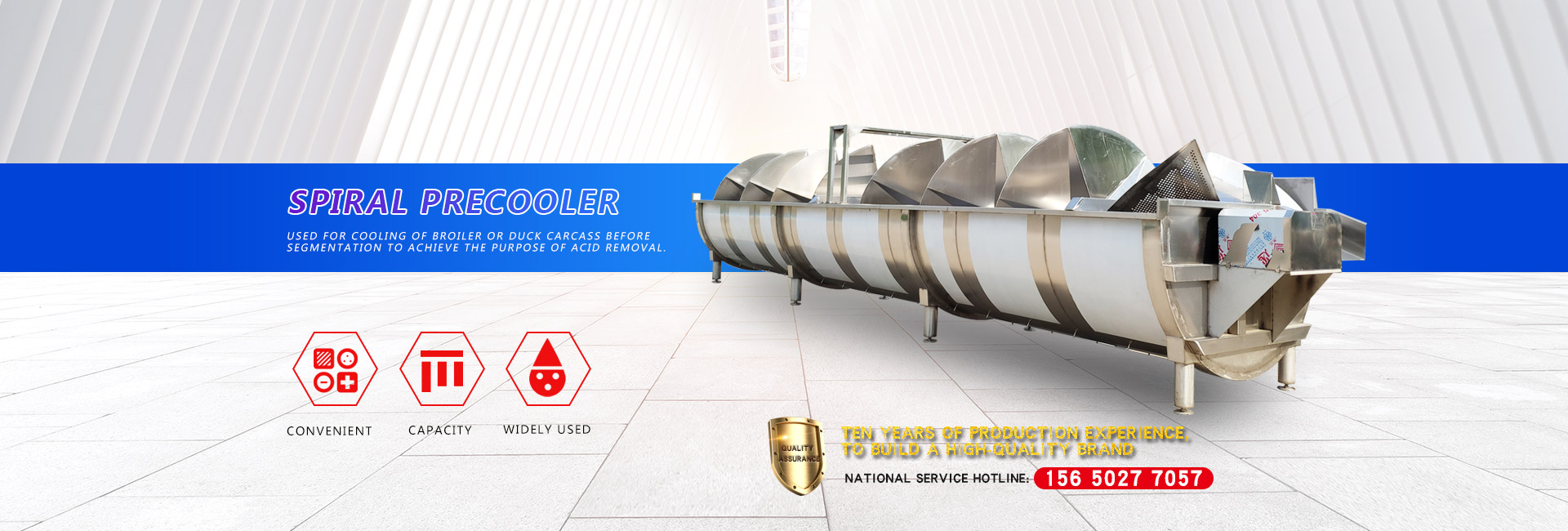
three. Precooling zone
Precooling zone refers to the area where the chicken body from the middle pulling zone is disinfected and cooled. There are usually two precooling modes, namely precooling pool type and precooling machine type. Most of the early electric slaughterhouses used pool type precooling, that is, a rectangular pool was arranged with some refrigeration exhaust pipes. The chicken body entered the pool through the catenary system and ran in the pool for about 40min. It is characterized by good precooling effect and low operation cost, but it is not conducive to sanitary cleaning. In recent years, most of the newly-built electric slaughterhouses have adopted spiral precooling machines. Although the operating cost is slightly higher than the pool precooling, it is easy to clean and ensure the quality of chicken. The precooling time should also be 35-40min. No matter what method is adopted, it is divided into two stages for precooling. In the first stage, the water temperature can be slightly higher. Add sodium hypochlorite disinfectant into the water. In the second stage, the water temperature should be kept at 0-1 ° C. In this way, the chicken body temperature after pre cooling can not be higher than 8 ° C. The screw pre cooler must be equipped with an ice maker. The cooling capacity is configured according to the slaughtering output of broilers, and the cooling capacity required by each chicken can be calculated. The average mass of the chicken body after the clean chamber is about 1.5kg, the middle value of the specific heat of the chicken body is 3.0kj/kg · ° C, the average temperature of the chicken body before pre cooling is 30 ° C, and after pre cooling is 6 ° C, then the heat exchange q=3.0 × one point five × (30-6) =108kj/ piece. Therefore, for a 6000 /h broiler processing line, the cooling capacity of the chicken body in the pre cooling area is 108 × 6000=648000kj/h, according to this refrigerating capacity, the manufacturer can select the corresponding ice maker or the area of evaporation discharge pipe and refrigerating unit. Calculation of hourly ice consumption M: 648000=2.1 × five × M+336 × M+4.2 × one × M then m=1847.7kg. (the specific heat of ice is 2.1kj/kg ·° C, the temperature is -5 ℃; the specific heat of water is 4.2kj/kg ·° C, the latent heat is 336kj/kg, and the holding temperature is 1 ° C).
four. Split packaging area
Split packaging area refers to the area where the pre cooled chicken body is subdivided into several products and packaged. The temperature of the split packaging area is below 16 ° C. The process flow is as follows: hanging chicken → cutting chicken tail → cutting both sides → cutting back → cutting chest wings → scraping small meat → Larry muscle → cutting soft muscle bone → cutting legs → cutting long skin → cutting neck → picking neck. After the chicken legs and wings are cut off, they are placed on the V-belt conveyor for manual rough segmentation, and then sent to the workbench for fine segmentation and packaging. The segmented products are mainly determined according to the needs of the market. For an electric slaughterhouse that processes 6000 pieces per hour, the split workshop needs to install two split conveyor catenaries. Its personnel arrangement is as follows: 4 people hang chicken, 4 people cut chicken tail, 4 people cut both sides, 8 people cut back, 20 people cut breast wings, 8 people scrape small meat, 8 people Larry muscle, 4 people cut soft muscle bones, 12 people cut legs, 2 people cut long skin, 4 people cut neck, 4 people pick neck, 120 people cut chicken legs and remove bones, 200 people deep process leg meat and 300 people deep process breast wings. In addition, several transportation, cleaning and other auxiliary personnel shall be arranged. To sum up, the main technical parameters of broiler slaughtering and processing are as follows:
Electric anesthesia: voltage 35-60v, time 8-10s, current 18-20ma/ piece
Bleeding time: 4.5-5.5min
Soaking time: 75-85s
Scalding temperature: 57.5-60 ° C
Feathering time: 30-40s
Speed of finger plate of roughing machine: 950r/min
Speed of skin finger disc of fine feather removal machine: 750r/min
Skin finger hardness: shore a40-50
Precooling: time 40min water temperature: 0-2 ° C